

| Τόπος καταγωγής: | Κίνα |
|---|---|
| Μάρκα: | NO |
| Πιστοποίηση: | ISO API |
| Αριθμό μοντέλου: | Φ50 Φ60 Φ73 Φ83 Φ89 Φ102 Φ114 Φ127 Φ140 Φ168 |
| Ποσότητα παραγγελίας min: | 1pc |
| Τιμή: | Negotiation |
| Συσκευασία λεπτομέρειες: | Ξύλινη περίπτωση εξαγωγής πλαισίων σιδήρου ζωνών χάλυβα |
| Χρόνος παράδοσης: | 10-30 εργάσιμες ημέρες μετά από την πληρωμή |
| Δυνατότητα προσφοράς: | 10.000 τεμ ανά μήνα |
| Επεξεργασία Τύπος: | Καλύτερη ράβδος ποιοτικών JT1720/1720M1 κατευθυντική τρυπανιών | Τύπος: | τρυπώντας με τρυπάνι ράβδος σωλήνων ή διατρήσεων |
|---|---|---|---|
| Υλικό: | S135 ή Γ 105 | Όνομα Προϊόντος: | τρυπάνι σωλήνα |
| Πλεονέκτημα: | Υψηλή απόδοση | αγοράς: | όλοι πέρα από τη λέξη |
| Υψηλό φως: | hdd drill rod,steel drill pipe |
||
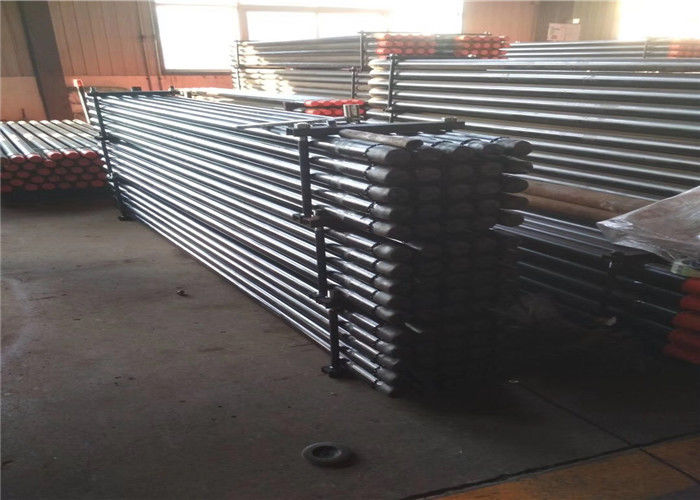
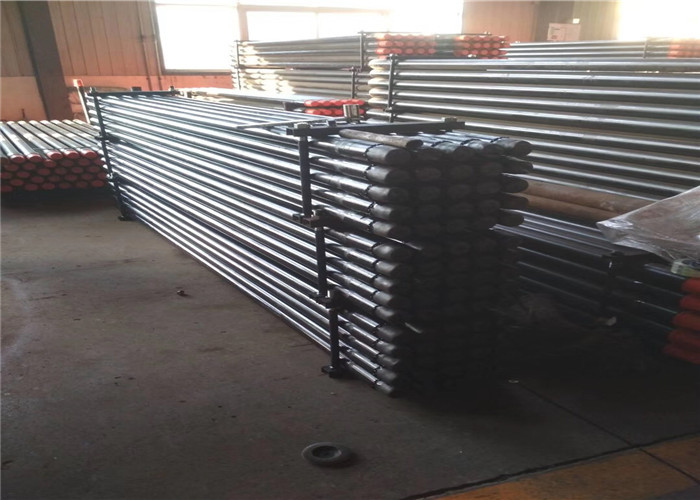
Κανονισμός ράβδος API τρυπανιών Hdd σωλήνων τρυπανιών DTH για την τρύπα φυσήματος που τρυπά 1000mm - 9000mm με τρυπάνι
Περιγραφή του κανονισμού ράβδος API τρυπανιών σωλήνων τρυπανιών DTH DTH για την τρύπα φυσήματος Drilling1000mm ~ 9000mm
Η ράβδος τρυπανιών DTH αποτελείται από υψηλό - ποιοτικό υλικό που ανιχνεύεται από τη δοκιμή φασματογράφων, αντίκτυπου και έντασης.
Με την πλήρως μεταλλαγμένη γραμμή επεξεργασίας που εισάγεται από την Ιαπωνία με τον ακέραιο εξοπλισμό θερμικής επεξεργασίας
Το αντι νήμα προσκόλλησης με την επεξεργασία αζώτου στην επιφάνεια το καθιστά ευκολότερο για το χειρισμό.
Η ανίχνευση μεταλλογραφίας, η δοκιμή σκληρότητας, magnaflux η επιθεώρηση, η υπερηχητική ανίχνευση ρωγμών, η εκτατή δοκιμή και η δοκιμή αντίκτυπου εξασφαλίζουν ποιότητα των προϊόντων.
Μήκος: 1, 000mm ~ 9, 000mm
Διάμετρος: 76mm (3») ~ 146mm (5-3/4»)
Πάχος τοίχων: 5.5mm ~ 8mm
Νήμα σύνδεσης: 2 3/8», 2-7/8», 3-1/2», κανονισμός 4 1/2» API. Ή API ΕΆΝ νήμα.
Πρώτες ύλες:
Επιλέγουμε τους καλύτερους σωλήνες χάλυβα στην αγορά για να κατασκευάσουμε τις ράβδους και τους σωλήνες μας. Ο αιφνιδιαστικός έλεγχος θα διευθυνθεί μετά από τους σωλήνες χάλυβα που παραδίδονται στην επιχείρηση. Θα σιγουρευτούμε τις συνθέσεις και οι προδιαγραφές ταιριάζουν με τη μορφή εκθέσεων επιθεώρησης οι προμηθευτές.
Ανοίγοντας διαδικασία νημάτων:
Η ακρίβεια των νημάτων θα καθορίσει τα αποτελέσματα χρήσης και το χρόνο ζωής της ράβδου τρυπανιών και των περιβλημάτων.
CNC οι σύρτες και ο κόπτης μορφής χρησιμοποιούνται στην ανοίγοντας επεξεργασία νημάτων για να ελαχιστοποιήσουν το λάθος που γίνεται από τους anthropic παράγοντες.
Προδιαγραφές του κανονισμού ράβδος API τρυπανιών σωλήνων τρυπανιών DTH DTH για την τρύπα φυσήματος Drilling1000mm ~ 9000mm
| uter διάμετρος | Νήμα |
Πάχος τοίχων χιλ. |
Μήκος χιλ. |
|
| χιλ. | ίντσα | |||
| 76 | 3 | API 2 3/8 ΚΑΝΟΝΙΣΜΌΣ API 2 7/8 ΚΑΝΟΝΙΣΜΌΣ API 3 1/2 ΚΑΝΟΝΙΣΜΌΣ API 4 1/2 ΚΑΝΟΝΙΣΜΌΣ API 2 3/8 ΕΆΝ API 2 7/8 ΕΆΝ API 3 1/2 ΕΆΝ API 4 1/2 ΕΆΝ BECO 3 1/2» |
4.0 6.3 |
1000-6000 |
| 89 | 3 1/2 | 4.0 6.3 8.8 |
1000-6000 | |
| 102 | 4 | 6.3 8.8 |
1000-6000 | |
| 114 | 4 1/2 | 6.3 12.5 |
1000-9000 | |
| 127 | 5 | 6.3 12.5 19 |
1000-9000 | |
| 133 | 5 1/4 | 6.3 12.5 19 |
1000-9000 | |
| 140 | 5 1/2 | 8.8 12.5 19 |
1000-9000 | |
| Μέγεθος | Ονομαστική μάζα Lb/ft | Υπολογισμένος τύπος βάρους | Πάχος τοίχων | |||
| . | χιλ. | lb/ft | kg/m | . | χιλ. | |
| 2 3/8 | 60.3 | 6.65 | 6.26 | 9.32 | 0,280 | 7.11 |
| 2 7/8 | 73.0 | 10.4 | 9.72 | 14.48 | 0,362 | 9.19 |
| 3 1/2 | 88.9 | 9.50 | 8.81 | 13.12 | 0,254 | 6.45 |
| 3 1/2 | 88.9 | 13.30 | 12.31 | 18.34 | 0,368 | 9.35 |
| 3 1/2 | 88.9 | 15.50 | 14.63 | 21.79 | 0,449 | 11.40 |
| 3 1/2 | 88.9 | 15.50 | 14.63 | 21.79 | 0,449 | 11.40 |
| 4 | 101.6 | 14.00 | 12.93 | 19.26 | 0,330 | 8.38 |
| 4 1/2 | 114.3 | 13.75 | 12.24 | 18.23 | 0,271 | 6.88 |
| 4 1/2 | 114.3 | 16.60 | 14.98 | 22.31 | 0,337 | 8.56 |
| 4 1/2 | 114.3 | 20.00 | 18.69 | 27.84 | 0,430 | 10.92 |
| 5 | 127.0 | 16.25 | 14.87 | 22.15 | 0,296 | 7.52 |
| 5 | 127.0 | 19.50 | 17.93 | 26.71 | 0,362 | 9.19 |
| 5 | 127.0 | 19.50 | 17.93 | 26.71 | 0,362 | 9.19 |
| 5 | 127.0 | 25.60 | 24.03 | 35.79 | 0,500 | 12.70 |
| 5 | 127.0 | 25.60 | 24.03 | 35.79 | 0,500 | 12.70 |
| 5 1/2 | 139.7 | 21.90 | 19.81 | 29.51 | 0,361 | 9.17 |
| 5 1/2 | 139.7 | 24.70 | 22.54 | 33.57 | 0,415 | 10.54 |
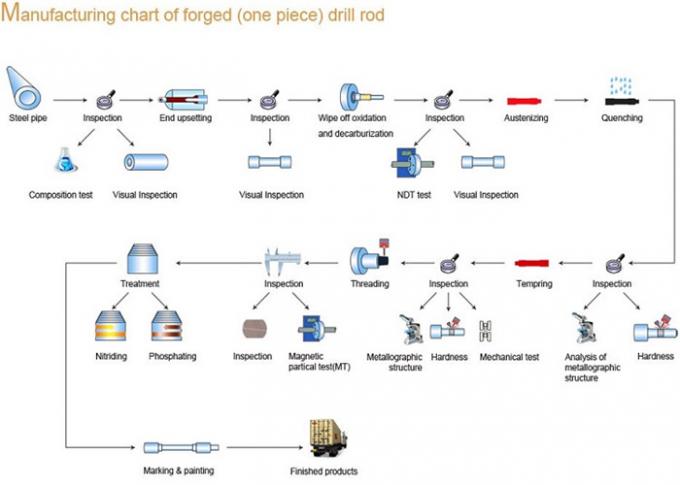
Έλεγχος θερμικής επεξεργασίας:
Η θερμική επεξεργασία θα βελτιώσει πολύ την υλική δύναμη και θα αυξήσει τη ζωή ένδυσης νημάτων των ράβδων και των περιβλημάτων. Διευθύνουμε είτε τον tru-τοίχο είτε τη θερμική επεξεργασία και των δύο ακρών στο σώμα σωλήνων. Μετά από τη θερμική επεξεργασία, η δύναμη, η σκληρότητα, η ευθύτητα και concentricity των αντιμετωπισμένων σωλήνων θα εξεταστούν στο εργαστήριό μας.
Πρόσθετη επεξεργασία νημάτων:
Η επιφάνεια των νημάτων θα καθαριστεί για να αφαιρέσει το σάλιασμα ενέμεινε αφότου ανοίγουν τα νήματα.
Κατόπιν, η επιφάνεια βήματος θα φωσφοριηθεί για να βελτιώσει τους όρους επιφάνειας.